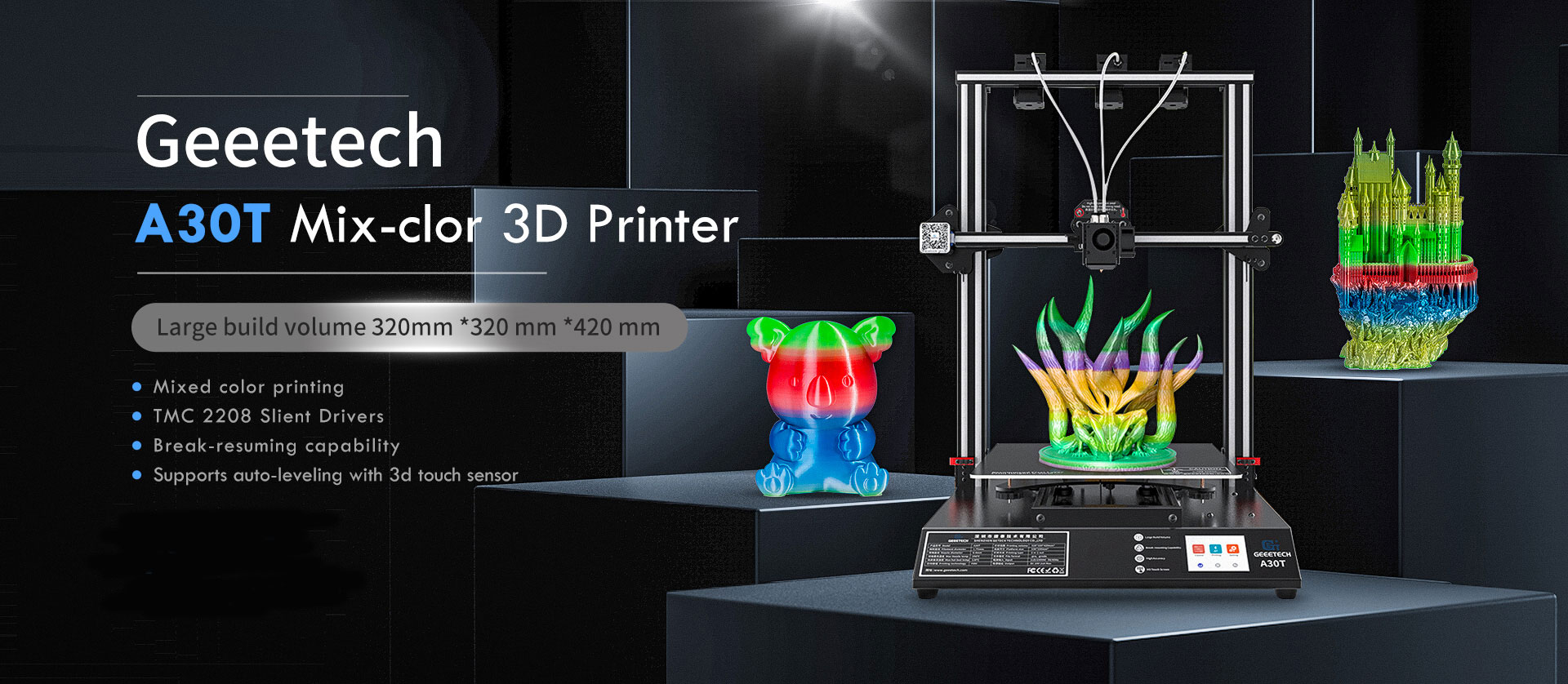
Operation Experience of Geeetech A30T 3D Printer
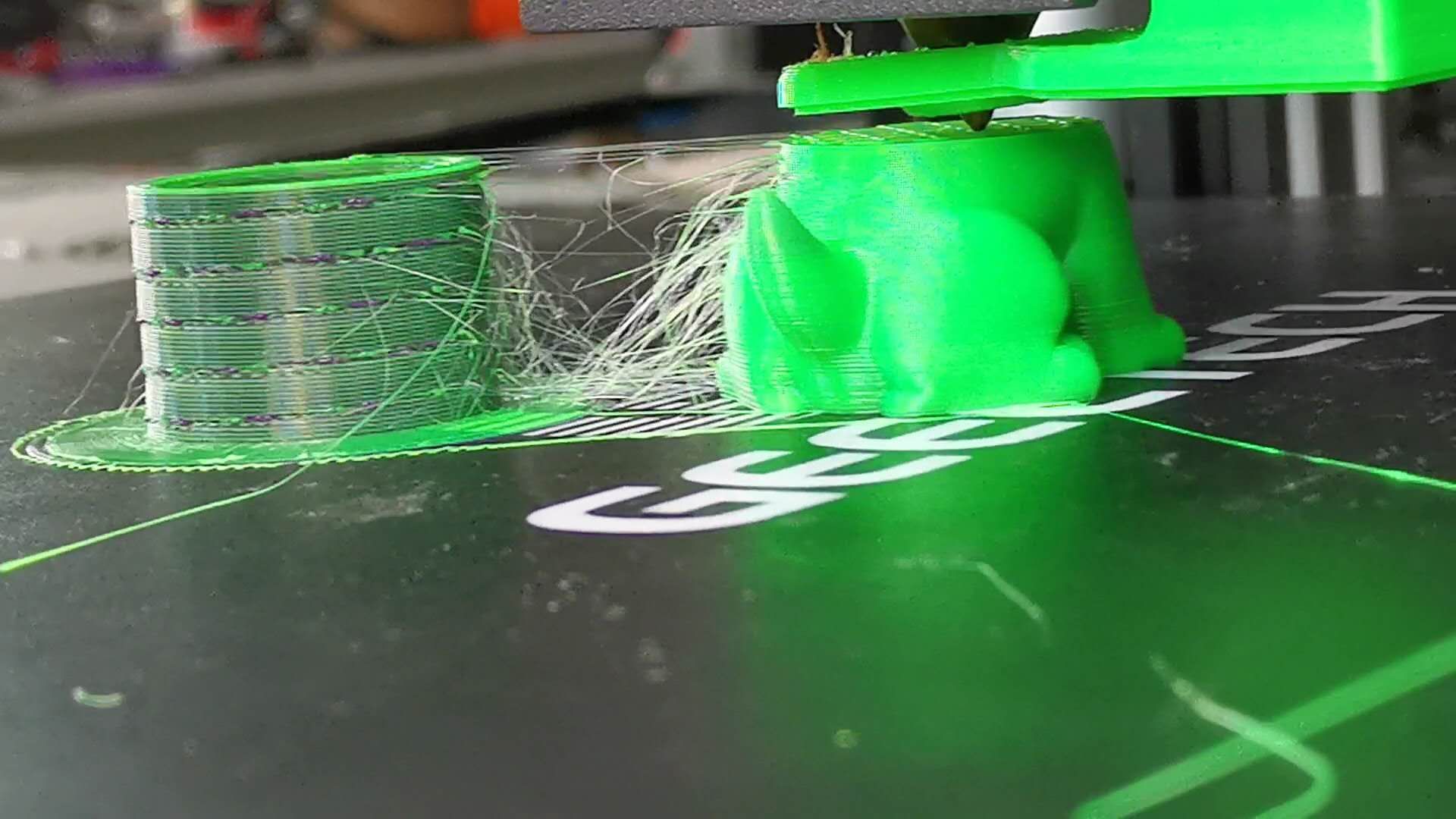
The prerequisite for printing good works is based on the adjustment of the printing equipment, the debugging of the model slices, the temperature setting of the printing consumables, and their quality. The solution to the printing wire drawing problem is: 1. Lower the nozzle temperature; 2. Set the retraction length. Here are some solutions to practical problems for […]