Troubleshooting: Are your 3D Prints Stringing? Here’s What You Can Do!
The 3D Printing Problem-
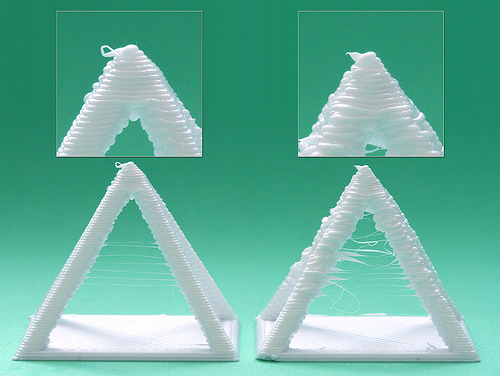
Your 3D prints have thin strands of filaments in places that should be empty usually where the print head travels from one printing point to another. This problem is known as ‘stringing’.
Why Does It Happen?
Stringing or oozing takes place when small strings of plastic are left behind on a 3D printed model. It mostly occurs when melted plastic oozes out of the nozzle while the extruder is moving to a new location.
Basically, when the nozzle moves over an open area, some filament has dripped out. It then solidifies with the movement of the nozzle and the “strings” are formed.
Enable Retraction
Since stringing primarily takes place because of excess plastic oozing out, the filament needs to be pulled back a bit so that it doesn’t leak while the nozzle moves. This is exactly what retraction does and the setting can be found on your 3D print software. At the places in a print where the printer has to do a travel move between two printed parts and you don’t want it to leave the plastic in between the use of retraction is important.
Retraction is usually enabled by default but you should probably double-check especially if faced with stringing. Its function is pretty simple and works by retracting the filament back into the nozzle before the head moves. The idea is that it avoids molten filament from trailing behind the head creating thin strings in its wake.
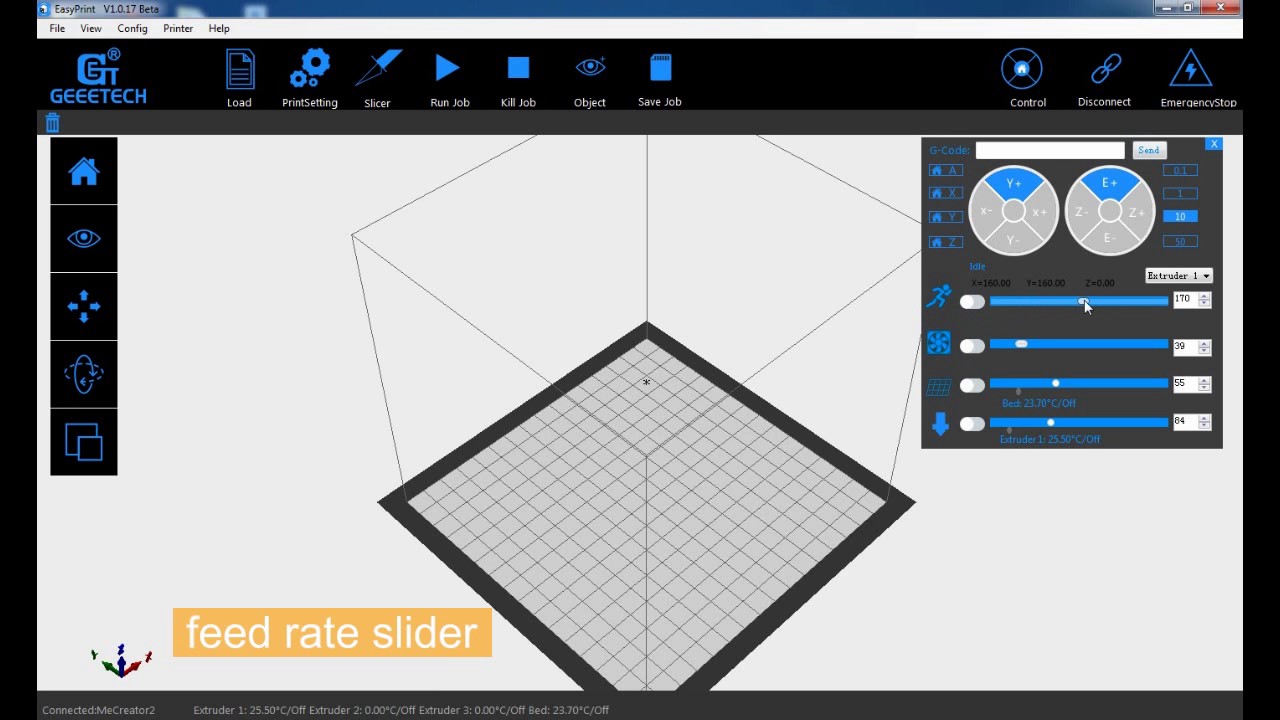
Retraction is an important factor when it comes to quality of finish and can be enabled through most slicing software. If you’re unsure if retraction is turned on, it’s always wise to check it. Small dark blue vertical lines represent the retractions in the print. If you’re looking for a good 3D printing software to help you then check out EasyPrint 3D.
If retraction is enabled and stringing still takes place, there are a few more steps you can take. Read on-
Lower the Temperature
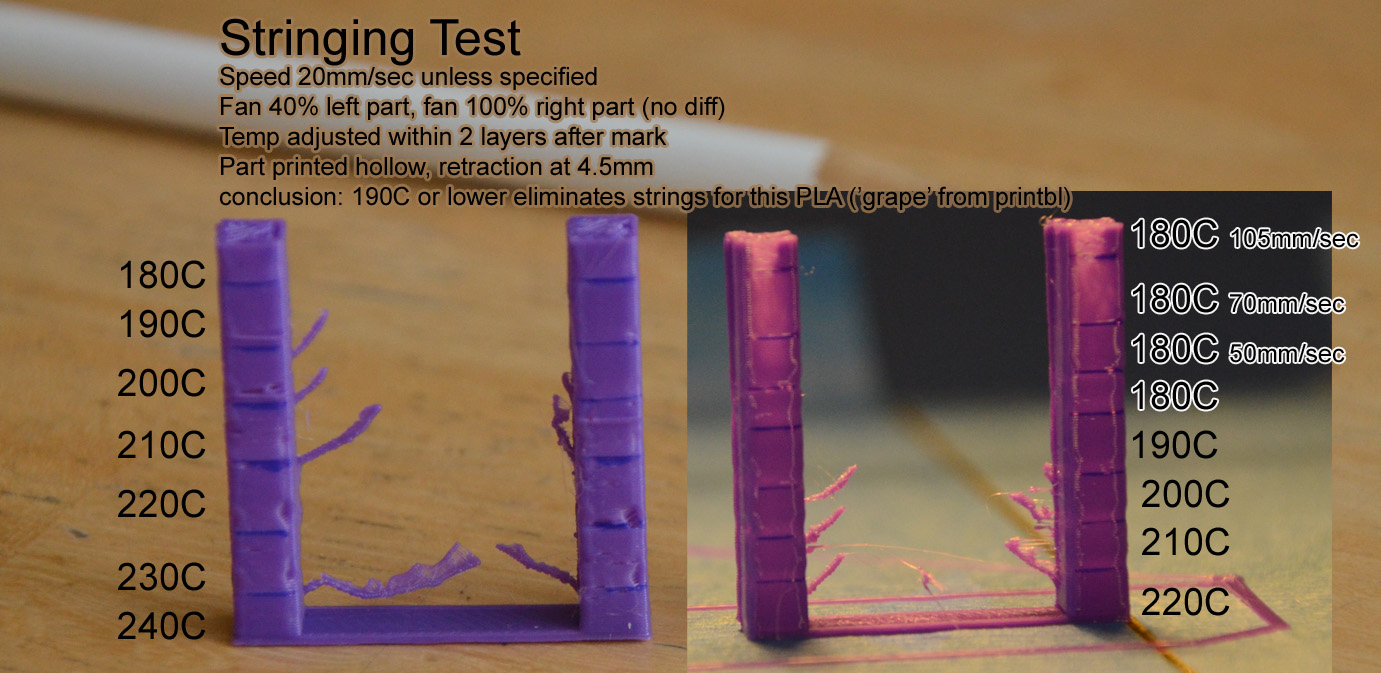
After retraction, the second most common cause for stringing is a higher extruder temperature. If the temperature is too high, the plastic inside the nozzle will become less viscous and will leak out of the nozzle much more easily. Yet, if the temperature is too low, the plastic will still be somewhat solid and will have difficulty extruding from the nozzle.
If you feel you have the correct retraction settings, but you are still encountering these issues, try decreasing your extruder temperature by 5-10 degrees. This can have a significant impact on the final print quality.
Speed

The print speed plays just as much of a role as the print temperature. You may have to reduce or increase the speed depending on what works best.
If you lower the temperature while the print speed is too high there’s a chance that your material will start under extruding. In this case, try to reduce the print speed accordingly.
On the other hand, increasing the speed could help as well. The print head will travel a bit faster, reducing the time that the extruder will ooze any filament when it moves between parts. You can check what movement speed your machine is using by clicking on the Speeds tab of your process settings. A travel speed of 190-200 mm/s is fine for most prints.
Cut off the extras
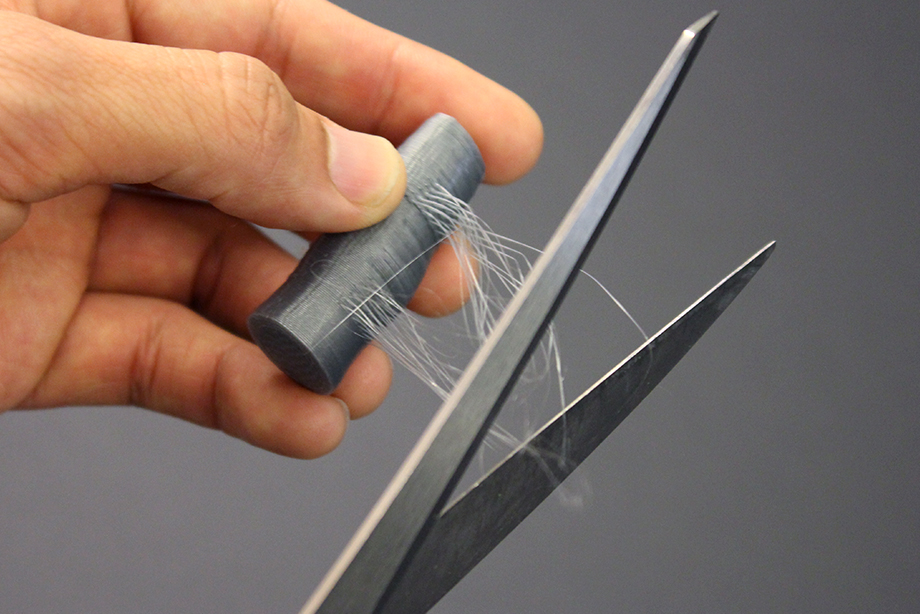
Finally, if all else fails you can still salvage your print with the help of a scalpel or scissors and trim off the excess strings.
Credits: gierad.com, community.ultimaker.com, matterhackers.com, acraigie.com