How To Prevent Clogging of Your 3D Printer
I think partial FMD 3D printing lovers have had met the same trouble when they are applying to use the machines, getting the nozzle clogged of your printer is quite an annoying yet normal phenomenon. So today, I would love to share my experience on how to avoid the trouble based on the theory and my practice out of it.
In this article, I will explain to you why and how the nozzle gets clogged while extruding in a stumbled way.
First, the quality of filament should be the first to bear the brunt. There exist various brands of filaments in this marketplace, some are of rather bad quality while others possessing a perfect one. Printing with filaments of bad quality sometimes will cause a bad consequence, like coagulation in the place of the nozzle or carbonization of the nozzle. On the other hand, if filaments are stored in any environment of unsealed package, oxidation or dampness, they can be easily clogged inside the nozzle. I have been using some unused filaments for my printing works for a short period. With those filaments, getting my machine’s nozzle clogged is quite a common issue I faced in my every printing work. That’s rather annoying, isn’t it? In result, I have changed new filaments which are preserved perfectly (tightly sealed under a perfect environment), and currently, I get my printing work much smoother.

Second, the printing environment and dampness of the printing process. If the environmental temperature can impact on biological clock of creatures, it does also influence the machines. The printing process should be strictly controlled under a range of temperature, any higher, colder, damper temperature or environment will directly affect the working performance of extruder, causing the phenomenon of clogging and jamming. And in its ensuing course, it will directly influence the finished product.
Third, various filaments require different temperatures, in this case, to set the printing temperature in fitting the filaments is crucial to every single 3D printing process. Normally speaking, the optimal temperature of the PLA filament from our Geeetech brand should be at the range of 190-200℃, and, of course some deviations are allowed for some certain filaments in different environments, this can be easily adjusted in using our filaments. Lower temperature in the printing process will cause a full dissolution of the filaments, and higher temperature will bring out the carbonization of its filaments inside.

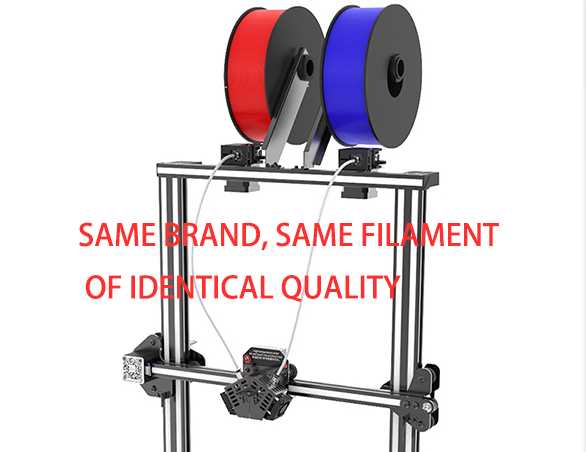
Fourth, extruder with multiple nozzles is not allowed to apply filaments of different brands at the same time. For instance, to use different types of filaments which come from the same brand or the same type of filaments which come from different brands should be strictly banned avoiding the clogging or jamming problem. Filaments of different qualities differ from each other to a large extent, and in a nutshell, they can’t be blended smoothly and perfectly.
Fifth, no extruding operation while the heating process has been triggered for a long while.
Sixth, the capability of heat radiation is insufficient. For instance, the cooling fan in the printer fails to cool down the machine itself, or the environment is muggy, the higher temperature will indirectly cause the heating-up temperature of the machine.